





























































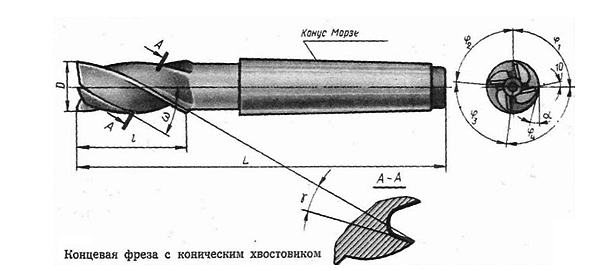
Концевые фрезы с коническим хвостовиком
Концевые фрезы с коническим хвостовиком – это режущий многолезвийный инструмент для фрезерования пазов, уступов и выемок на корпусе заготовки. Инструмент делится на две части: лезвие и хвостовик (так называемый конус Морзе). Режущие кромки приспособления делятся на основные и вспомогательные. Основные рабочие расположены на цилиндре, а другие на торце инструмента, которые не фрезеруют, а, как правило, защищают канавку от механических повреждений. Данный вид имеет как крупные резцы на кромке, так и нормальные. Первые применяют при черновой обработке, вторые – в получистовой и чистовой обработке уступов и пазов. В массовом производстве существуют в двух исполнениях: с цилиндрической ленточкой или заточенные наостро. Подходят для фрезерования дерева, мягкого металла, графита, чугуна и стали. Для производства рабочих кромок данной фрезы используют углеродистые, легированные, быстрорежущие стали и другие сплавы.

Данный многолезвийный инструмент характеризуется отличной прочностью и способен выдерживать колоссальные нагрузки при фрезеровании заготовок. Также его отличительная особенность – это минимальные вибрации, почти не приводящие к шероховатости поверхности материала.
Концевые фрезы с данным видом хвостовика подсоединяются к шпинделю станка перпендикулярно, в то время как режущая часть располагается на его боковине. При фрезеровании стружка удаляется через специальные канавки, расположенные между резцами приспособления. Конический хвостовик позволяет мастеру мгновенно и без труда менять инструмент при выполнении даже сложного фрезерования. Также конус Морзе даёт наибольшую жёсткость крепления в шпинделе.
При производстве режущего инструмента малого диаметра (до 12 мм), фрезы изготавливают цельными, а при большом, как правило, сварными. В рабочей зоне не допускается наличия секторов с пониженным показателем твердости и обезуглероженных слоев. ГОСТ твердости удлиненного и обычного инструмента подразделяется: 2–51,5 ед. по шкале HRC (торцовый участок хвостовика) и 62–65 HRC (рабочая часть фрезы).
В зависимости от типа конструкции концевые фрезы с конусом Морзе подразделяются на:
- Фрезы со сферическим пиком, для которых характерны сочетания торцевого и конического приспособления. Главная особенность – возможность синхронного фрезерования плоскости поверхности боковыми и торцевыми резцами;
- Фрезы с плоским пиком – предназначаются для инсталляции на обрабатывающие механизмы, фрезерующие в поверхности материала фассоные отверстия. Как правило, данные инструменты используют для черновой обработки и раскроя листового материала.
Тип направления вектора канавок:
- При формировании пазов и уступов направление канавок обратно пропорционально направлению вращения, чем обеспечивается наиболее быстрая эвакуация стружки и положительный передний угол на торцевых резцах.
- При обработке плоскостей ориентация канавок тождественна с направлением вращения. При этом осевая составляющая силы фрезерования ориентирована к шпинделю станка, а отвод стружки направлен от шпинделя.
По внешней организации фрезы делятся на:
- концевые обыкновенные с неравномерным окружным шагом зубьев;
- концевые шпоночные.
концевые, оснащённые коронками и винтовыми пластинками из твёрдого сплава;
Общие характеристики:
- сечение – 10-63 мм;
- общая длина инструмента – 92-248 мм.
- длина режущей части – 22-90 мм;
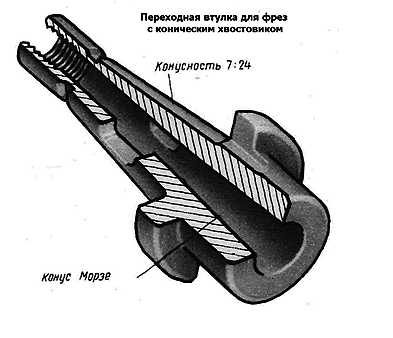
Масштабно стали выпускать патроны для закрепления концевых фрез с конусом Морзе, позволяющие эксплуатировать фрезу с нестабильным эксцентриситетом, другими словами – с корректируемым биением, позволяющим получать точные пазы на поверхности материала фрезой, даже после многих переточек. Как правило, концевые фрезы данного типа имеют хвостовик, не совпадающий по размеру с коническим проемом шпинделя станка, поэтому для их крепежа в шпинделе применяют переходные втулки. Внешний корпус такой втулки соответствует конусу просвета шпинделя станка, а внутренняя часть — конической форме хвостовика фрезы. Концевую фрезу устанавливают конусом Морзе в коническую выемку втулки и затем инсталлируют в шпиндель, с прессовкой шомпола.
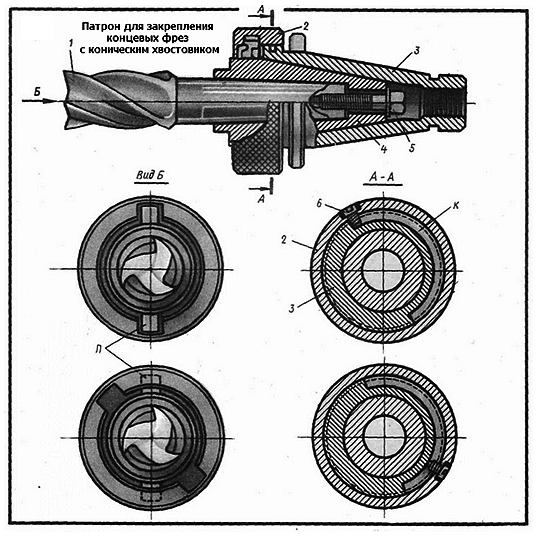
Ниже на рисунке представлен патрон для крепежа фрез с конусом Морзе. В часть корпуса (3), закрепленного с помощью шомпола (штревеля) в шпинделе станка, помещают сменную переходную втулку (4), с винтом (5) и фрезерным инструментом (1). Сменная втулка вводится в корпус с помощью поворота гайки (2) или накидного ключа.
На что обратить внимание при выборе концевых фрез с коническим хвостовиком:
- Режущие кромки. Классический инструмент может содержать одну или несколько режущих кромок. Первый вариант необходим для получения высокого КПД при обработке материала, когда чистота рабочей поверхности не играет основной роли. Для обработки деревянных изделий используются фрезы с несколькими режущими кромками. Это обеспечивает некое равновесие между качеством фрезерных работ и их производительностью.
- Режущие лезвия выполняются в двух вариациях: из быстрорежущей стали и твёрдого сплава. Концевые твердосплавные фрезы, как правило, стоят дороже.
- Хвостовик. Он имеет разный диаметр и длину. Существуют разновидности дюймовых и метрических хвостовиков, которые при пересчете не дают одинаковый размерный ряд, поэтому для крепежа, например, в метровой цанге, нельзя использовать дюймовый хвостовик, и наоборот.
- В случае конических фрез с хвостовиком Морзе следует преимущественно выбирать инструмент с неравномерным шагом зубьев, которые не предполагают сильную вибрацию. Их величина варьируется в пределах 42-127°
- Фреза для обработки металла должна обладать прочностью больше, чем у фрезеруемого материала, для исключения разрушения ее режущей части и низкокачественной обработки поверхности.